F
Facility management: The professional management of building infrastructure. Responsibilities of the facility manager include day-to-day operation, space allocation and management of changes to the building, management of health and safety, fire safety, security, maintenance, testing and inspection, cleaning, contingency/disaster planning and tendering for outsourced contracts relating to any of these activities. (WHO)
Failure: The loss of a function under stated conditions.
Failure cause: Defects in requirements, design, process, quality control, handling or part application, which are the underlying cause or sequence of causes that initiate a mechanism leading to a failure mode over a certain time. Failure cause also tells us “how” the “failure mode” has occurred.
Failure effect: Consequences of a failure on operation, function or status of an item. Failure effects may appear immediately as well as in time. If the failure effect applies to the item under analysis, it is called “local effect”. “Next higher level effect” is the failure effect that applies at the next higher indenture level. It is called “end effect” when the failure effect is at the highest indenture level or total system.
Failure mode: The specific way by which a failure occurs in terms of failure of the item function under investigation. It clearly describes an end failure state of the item or function/process in case of a system under consideration. Failure mode also tells us “what” has failed.
Failure mode and effects analysis (FMEA): A qualitative (semi-quantitative or quantitative), structured, inductive risk assessment tool used to identify known and potential failure modes of facilities, systems, products, equipment, or components, as well as to identify the failure’s impact. Failure mode, effects, and criticality analysis (FMECA) is a slightly expanded version of the FMEA with the main difference in the calculation of the “risk priority number”.
A typical FMEA worksheet
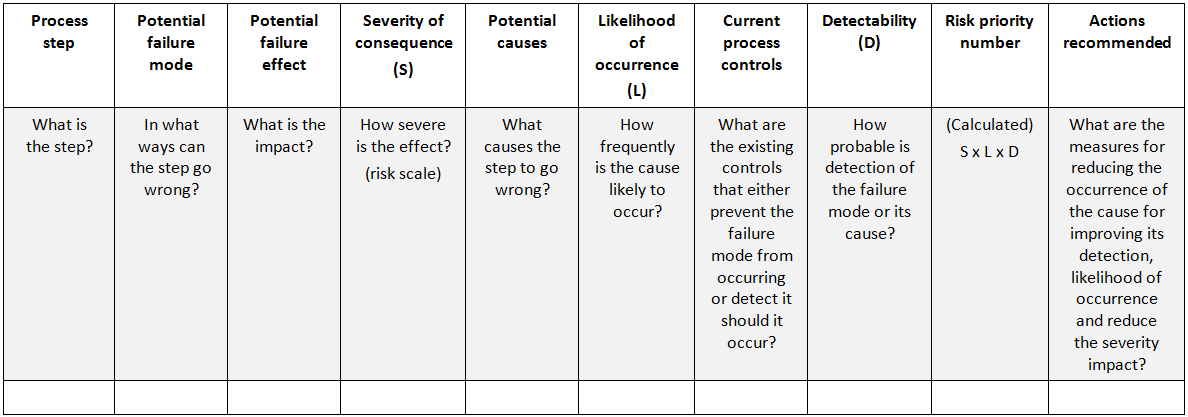
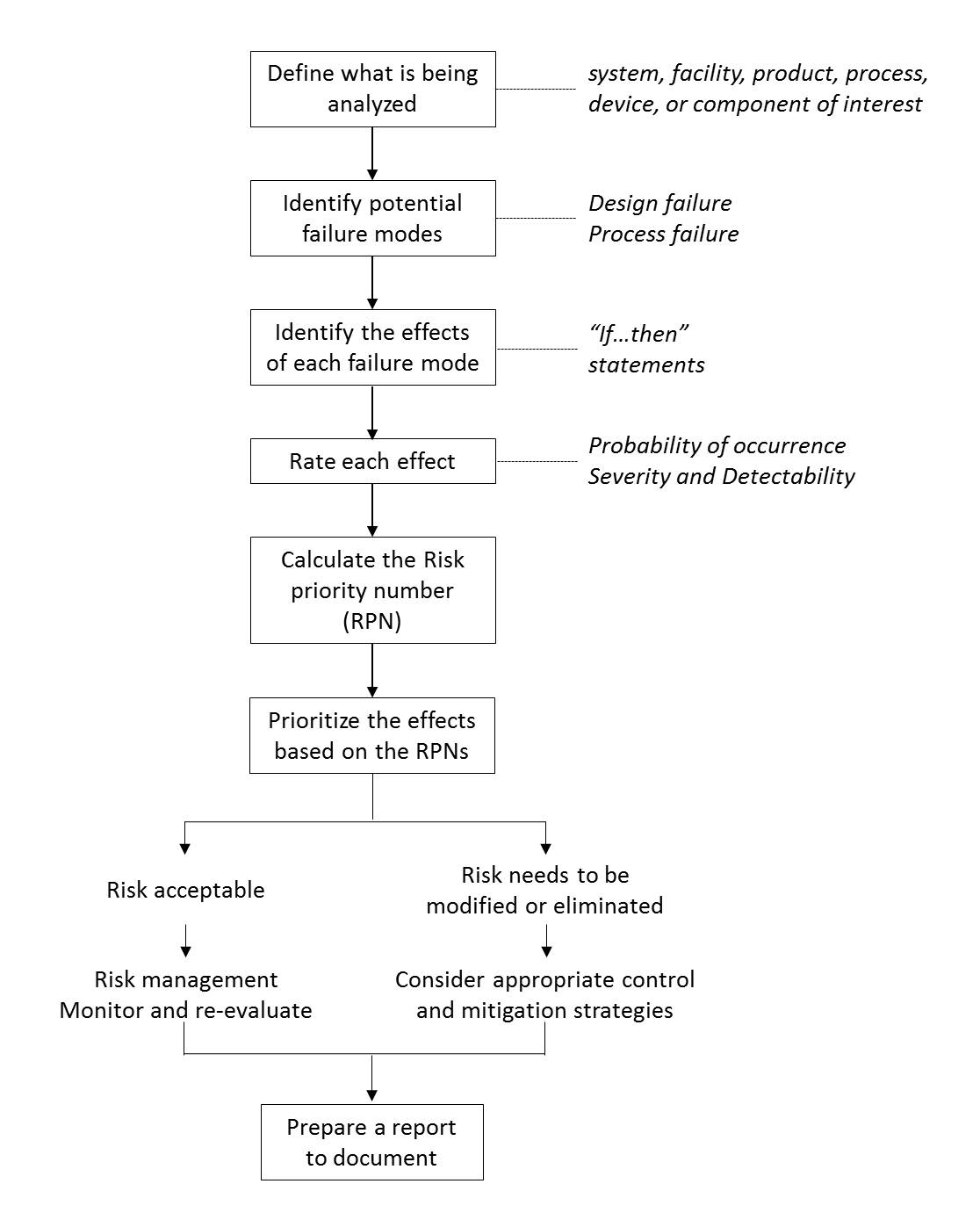
Once potential failure modes and effects of each failure mode are fully listed, probability of occurrence, severity and detectability of each effect need to be scored. Multiplication of these factors gives the “risk priority number” or “risk index”. Risks need to be evaluated whether they are acceptable or not. In the case of risk being acceptable, it should be monitored and re-evaluated as part of risk management. If risk need to be modified and/or eliminated, appropriate control and mitigation measures need to be considered.
FMEA/FMECA process (Kartoglu)
Failure mode, effects, and criticality analysis (FMECA): Extended version of the FMEA. See failure mode and effects analysis.
False discovery rate: Proportion of false positives from a diagnostic test to number of negative conditions (disease) by golden test.Also see validity.
False negative rate: Proportion of false negatives from a diagnostic test to number of positive conditions (disease) by golden test. Also see validity.
False omission rate: Proportion of false negatives which are incorrectly rejected (diagnosed with a negative test outcome). Also see validity.
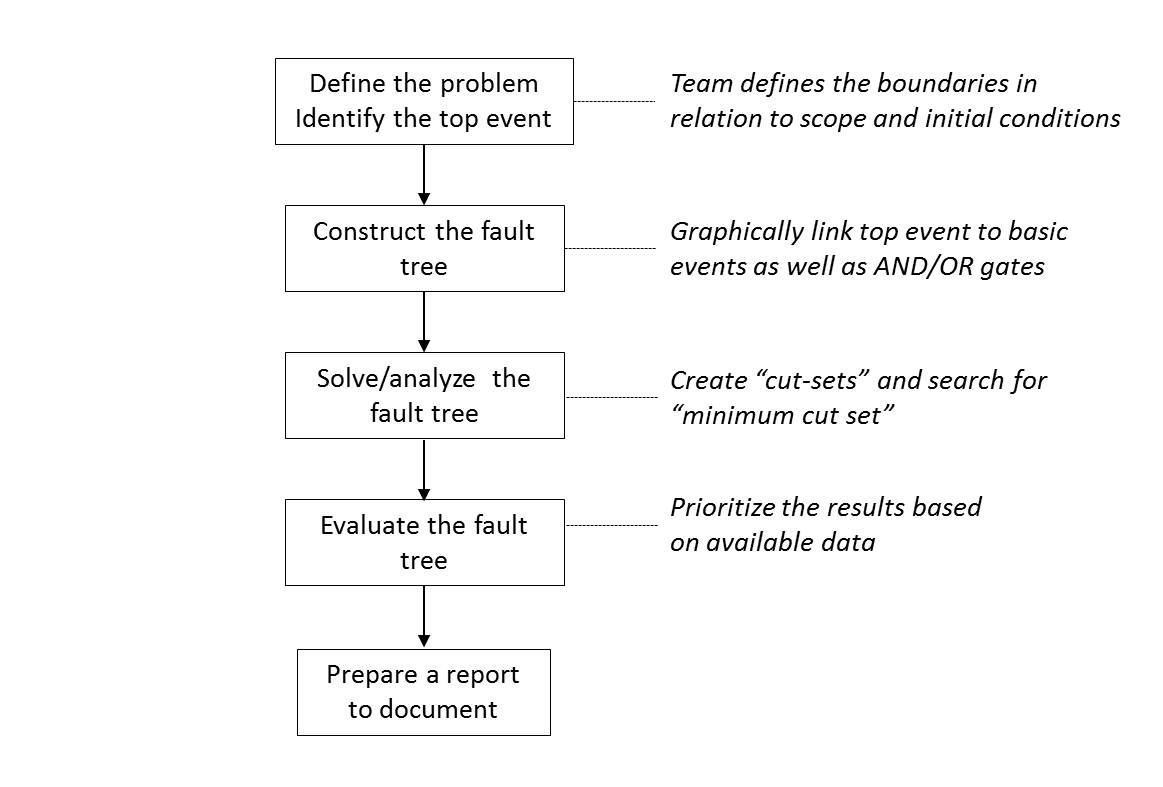
Fault tree analysis (FTA): A qualitative (and potentially quantitative), graphical, structured, deductive tool used to define a particular event and identify its causes. FTA uses the Boolean logic to combine a series of lower-level events. FTA is most appropriate when trying to identify the potential root cause(s) of a real or hypothetical event. These root causes are called “basic events” in an FTA. The defined problem (unwanted event) for the FTA is the “top event”.
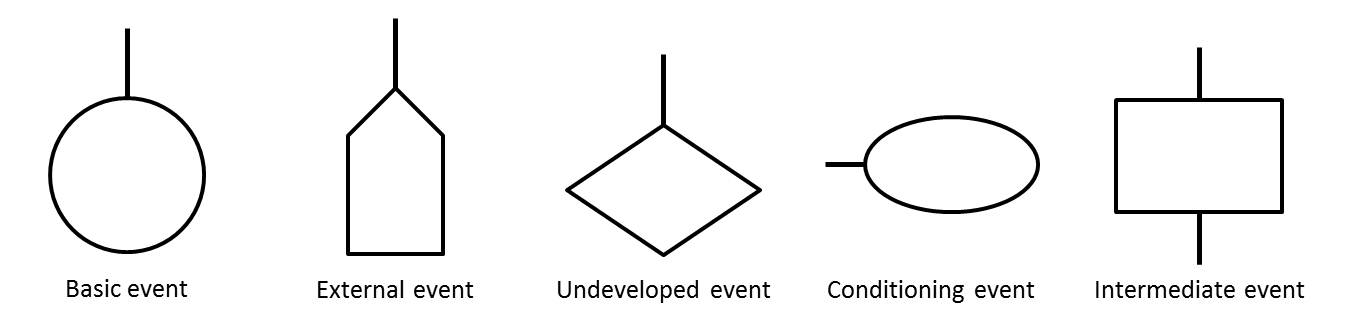
In constructing the fault tree diagram, the “primary event” symbols are typically used as follows:
- Basic event - failure or error in a system component or element (example: switch stuck in open position)
- External event - normally expected to occur (not of itself a fault)
- Undeveloped event - an event about which insufficient information is available, or which is of no consequence
- Conditioning event - conditions that restrict or affect logic gates (example: mode of operation in effect)
Event symbols used in FTA diagram
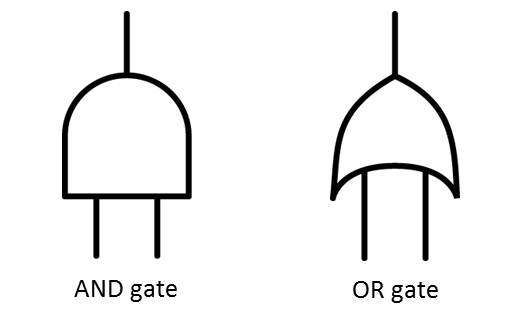
“Gate symbols” describe the relationships between input and output events. They are derived from Boolean logic symbols and typically used as follows:
- OR gate - the output occurs if any input occurs (that the individual events below the OR gate are necessary and also sufficient to cause the preceding event)
- AND gate - the output occurs only if all inputs occur (that the individual events below the AND gate are necessary but not sufficient on their own to cause the preceding event)
Major gate symbols used in FTA
In advanced versions of fault tree diagrams more sophisticated OR and AND gates are used, such as “exclusive OR gate” which the output occurs if exactly one input occurs, “priority AND gate” which the output occurs if the inputs occur in a specific sequence specified by a conditioning event and “inhibit gate” which the output occurs if the input occurs under an enabling condition specified by a conditioning event. Again, in more advanced and complex fault tree analysis, related fault tree diagrams may be connected to each other through “transfer symbols”.
Once the diagram is completed, it must be “solved”. In this stage, “cut sets” are created; cut sets are all of the combinations of events that can cause the top event to occur. In addition to this, “minimum cut set” need to be found that is the minimum number of events required for the top event to occur.
Fault tree analysis process (Kartoglu)
Feedback report: A report that (a) informs lower levels about their performance and in some cases providing additional information about reporting from other facilities; and (b) informs managers at higher levels about how the system is functioning. (WHO)
Sample quarterly feedback report for immunization services (WHO)
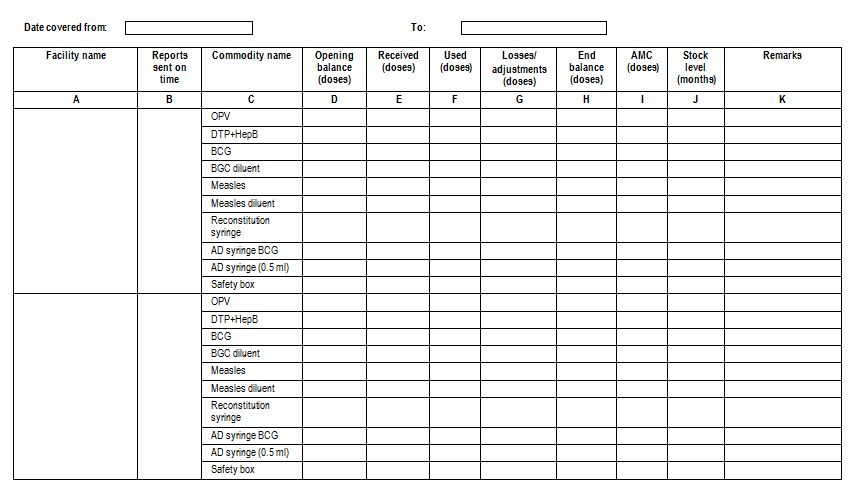
All stock management systems should be designed with feedback mechanisms. Feedback should be given not only when there is a problem; positive feedback is extremely important for the lower levels. Facilities also would like to see in feedback reports how their performance would fit within the overall system.
Feedback reports inform lower levels about their performance and provide information about other facilities in the same level. They may point errors in incoming reports and provide guidance on how to correct them. In addition, feedback reports let the person sending the report knowing his/her work has been received and processed. Feedback reports may be used to motivate lower levels to send complete, error-free reports on time by reporting which sites are producing quality reports.
Finished pharmaceutical product (FPP): A product that has undergone all stages of production, including packaging in its final container and labelling. An FPP may contain one or more APIs.
Firefighting signs: A permanent sign giving information on the location of firefighting equipment. They are always in red background color and could be either in rectangular or square shape.
Examples of firefighting signs (EU)

First in first out (FIFO): Material requirements are serviced in order of items with the date of entry or acquisition. FIFO does not take into account the expiry date of the product; it assumes the expiry date of a latest arrival of a product will have longer expiry date compared to earlier arrival of the same product - which is not the case always. Because of this reason, with the increasingly complex supply provisions, EEFO (earliest expiry, first out) is now the preferred way to manage stocks.
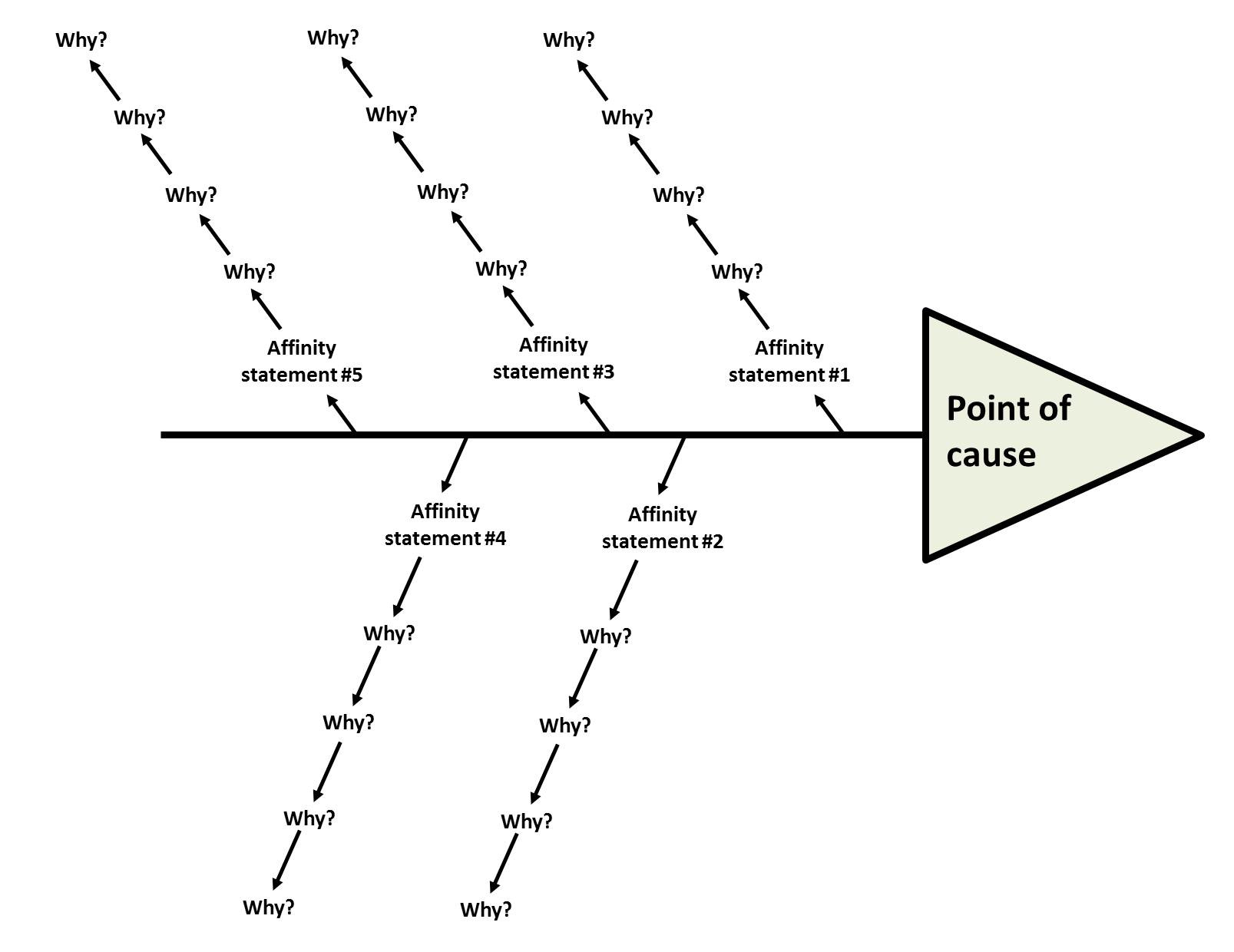
Fishbone diagram: Causal diagram showing the causes of a specific event. It is also referred as Ishikawa diagram after its creator. It is frequently used in product design as well as quality defect prevention. Some refer to the fishbone diagrams as the 5 whys diagram since it illustrates the thought process behind the 5 whys analysis. It shows the Point of Cause in the “head” of the fishbone, the affinity statements as the first why of each “rib” or “leg,” and a drill down of “why” phrases (preferably 5) for each affinity statement. Causes are usually grouped into major categories to identify these sources of variation. The categories typically include methods, people, machines, materials, measurements and environment. These categories vary from sector to sector: Manufacturing industry typically uses 5Ms (machine, method, material, manpower and measurement).
Fish bone diagram (Kartoglu)
Flooded battery: A type of battery used to power solar refrigerators. Flooded batteries contain liquid sulphuric acid electrolyte that is potentially dangerous and requires corrective maintenance. (WHO)
Forecasting: A management function that estimates the quantities of products a programme will dispense to users for a specific period of time in the future.
Freeze indicator: Go/no-go type indicator providing a signal only when exposed to temperatures lower than a predetermined threshold temperature. They could be chemical or electronic. Electronic ones have better accuracy compared to its chemical versions. Threshold temperature for freeze indicators are usually set as to 0oC while WHO prequalified models have -0.5oC as threshold to cover all alarms under the 0oC (with +/-0.5oC accuracy). See threshold indicator.
Examples of electronic freeze indicators


Freeze-thaw (cycle) studies: A series of low and high temperature exposures of the product to analyze the impact of freezing on its physical structure and chemical components. In a typical freeze-thaw study, the product is exposed to -20oC to -30oC for freezing (usually below its known freezing point) and to room temperature for thawing in repeated cycles (usually up to five). For example, D antigen quantitation is studied for IPV during freeze-thaw studies.
Freezer room: A purpose made insulated enclosure fitted with refrigeration equipment which maintains a set temperature below 0oC. (WHO)
Frozen control: “Control” is a subject closely resembling the factor under study and thereby serving as a comparison/reference sample when test results are evaluated. In shake test, the control vial is always a purposely frozen vial, which constitutes a negative control. As reference, the frozen control sample will sediment faster than non-frozen samples. See also shake test.
Full quality assurance: A few products (e.g., cold rooms, solar power systems and event logger type temperature monitoring systems) require quality assured on-site installation and commissioning if they are to operate successfully. An additional type of verification protocol known as a Quality Assurance (QA) protocol applies to such equipment. A QA protocol is installation-specific and is intended to form part of the contractual agreement with the equipment supplier/installer. (WHO)
The users of this electronic publication are free to share (to copy, distribute, display and perform the work and make derivative works based on it only for noncommercial purposes); and to remix (to adapt the work) under the following conditions:
Attribution - The work must be attributed in the manner specified by the author or licensor (but not in a way that suggests that they endorse you or your use of work)